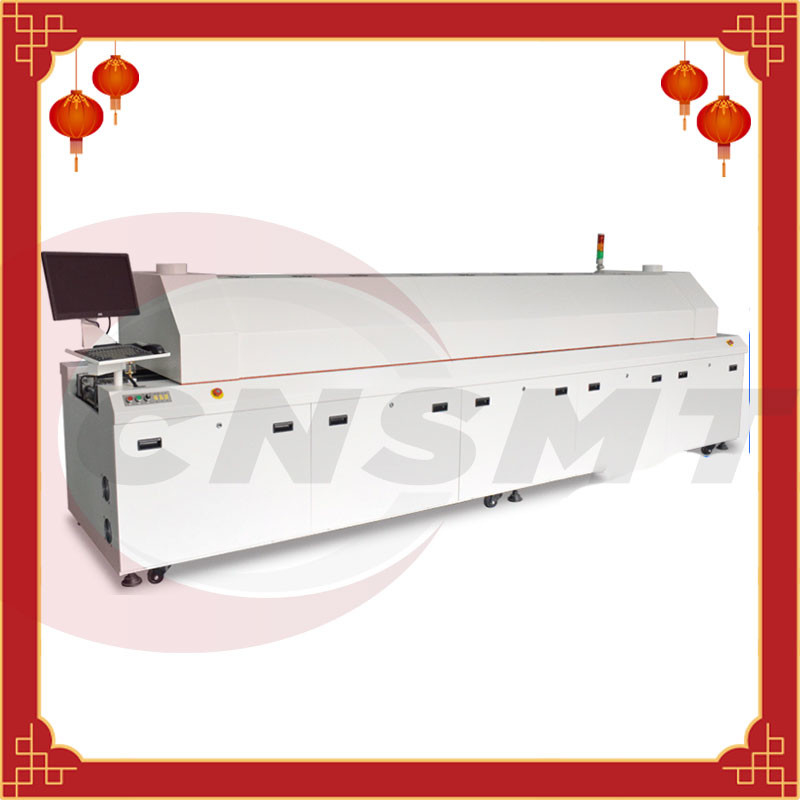
Flujo Oven Machine 380V 50Hz CNSMT H8835M del vacío de SMT de 8 zonas
Horno CNSMT-H8835M del flujo de SMT de 8 zonas
¡CNSMT es uno del fabricante principal de horno del flujo de SMT en China, nosotros provee le de todos los modelos de los hornos del flujo de la soldadura, buena calidad y price.if competitivo usted tiene cualquier necesidad, amablemente contacto nosotros ahora!
Producimos toda clase de máquinas el soldar de flujo, incluyendo económico, medio y los 8 hornos grandes del flujo de la zona, bramido son el modelo medio:
ocho características del horno del flujo de la zona de temperatura:
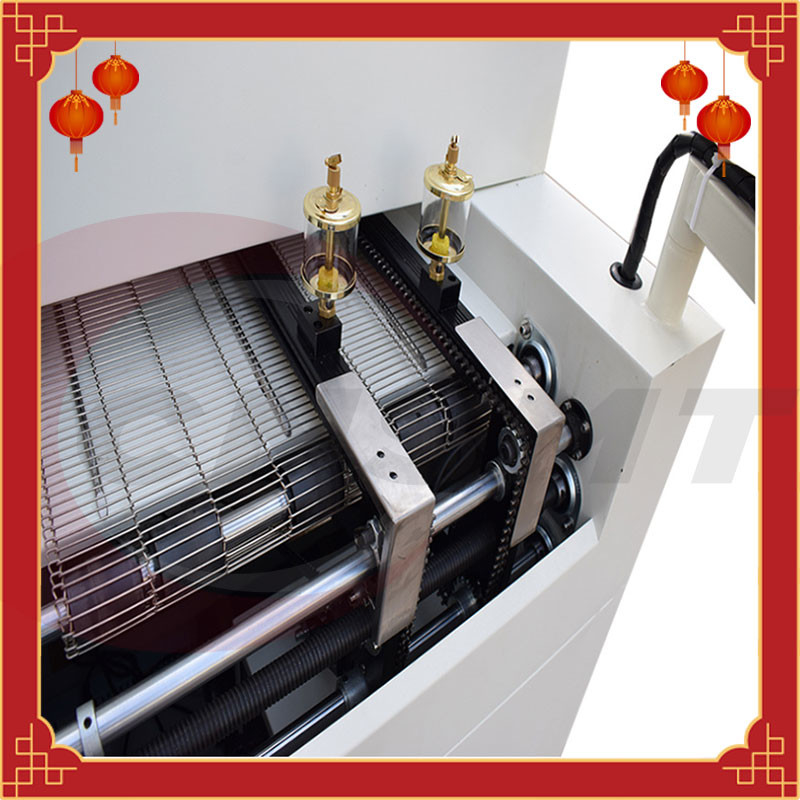
La tecnología de calefacción del alambre de la calefacción de MAIJIE, la estructura independiente del viento, los métodos de calefacción superiores y más bajos, la alta eficacia termal, la calefacción rápida, cerca de 20 minutos de la temperatura ambiente para fijar temperatura de trabajo, la diferencia entre la temperatura determinada de la zona de soldadura y la temperatura real es menos del ℃ 30.
·Usando el motor de alta temperatura especial de Taiwán Mitsukoshi, la calefacción del aire caliente de la impulsión directa, balanza del aire caliente, vibración de poco ruido, baja, 0201 componentes no puede desplazar durante el transporte.
·El diseño único del tubo de aire, la distribución del aire uniforme, la calefacción grande de la capacidad de calor, de la zona de precalientamiento, de la zona de temperatura constante y de la zona de soldadura hacia arriba y hacia abajo, circulación independiente, control de la temperatura independiente, la exactitud del control de la temperatura de cada zona de temperatura es ±1℃, la abertura del horno adopta el tipo eléctrico de la cubierta superior.
·Conveniente para eliminar errores de las curvas de la temperatura de diversos modelos, con los ajustes dobles o triples de la zona que sueldan, la PRUEBA de PERFIL trifilar△ T tan pequeña como ℃ 8, y la prueba de la curva de la conexión es especialmente compatibles con procesos que sueldan sin plomo estándar japoneses o europeos y americanos.
·Usando un carril de guía especial nuevamente diseñado del transporte, hecho de la aleación de aluminio resistente, desgaste-resistente da alta temperatura, de la alta rigidez y de ninguna deformación.
El sistema del ajuste de la anchura del carril de guía adopta un dispositivo de ajuste coaxial de la anchura del estante de engranaje para asegurarse de que el paralelismo del carril de guía alcanza ±5MM, que previene con eficacia el acontecimiento del atasco del tablero y del descenso del tablero. Y equipado del dispositivo de ajuste automático y manual de la anchura.
·El sistema de transporte adopta la regulación stepless de la velocidad de la conversión de frecuencia del convertidor de frecuencia del delta, la impulsión importada del motor de ZD, la cadena de acero de alta calidad de carbono y la correa de acero inoxidable de la malla SUS316 para el transporte síncrono, asegurando más lejos el transporte liso. También se equipa del sistema de alimentación ininterrumpida de UPS y de la función manual de la sacudida-hacia fuera, que pueden evitar con eficacia que el PWB sea quemado en el horno debido al apagón súbito.
·Tiene la función de medir el tiempo del goteo automático y de la cuenta del PWB.
·Adopte el control informático industrial de alta calidad, la exhibición del LCD, el sistema operativo de Windows XP, la prueba flexible de la curva y la función dinámica potente del análisis de la curva, y todos los datos se pueden imprimir y ahorrar para resolver el proceso sin plomo.
·Se importan todos los componentes eléctricos, y todos los alambres de señal se protegen para asegurar a SMT a largo plazo el establo de 24 horas y la operación confiable
![]()
Especificación H8835
| Horno del flujo de las zonas de SMT 8 | manera de controlar | Control informático |
| Horno del flujo de las zonas de SMT 8 | Número de zonas de calefacción | 8 zonas de calefacción de poca circulación en los lados superiores y más bajos |
| Horno del flujo de las zonas de SMT 8 | método de calefacción | Arriba y abajo del aire caliente |
| Horno del flujo de las zonas de SMT 8 | Longitud de la zona de calefacción | 3130M M |
| Horno del flujo de las zonas de SMT 8 | Anchura de la banda transportadora | 450M M |
| Horno del flujo de las zonas de SMT 8 | Tamaño del PWB | 50-350 MILÍMETRO |
| Horno del flujo de las zonas de SMT 8 | El límite del PWB es alto | 25 MILÍMETROS |
| Horno del flujo de las zonas de SMT 8 | Dirección de transmisión | De izquierda a derecha |
| Horno del flujo de las zonas de SMT 8 | Método de la entrega | Correa + carril de la malla |
| Horno del flujo de las zonas de SMT 8 | Altura de la banda transportadora | 900±20 MILÍMETRO |
| Horno del flujo de las zonas de SMT 8 | Velocidad del transporte del PWB | 0~1.8m/min |
| Horno del flujo de las zonas de SMT 8 | Exactitud del control de la temperatura | ±1-2℃ (estático) |
| Horno del flujo de las zonas de SMT 8 | Gama del control de la temperatura | La temperatura ambiente ~300℃ puede ser fijada |
| Horno del flujo de las zonas de SMT 8 | Tipo aplicable de la soldadura | Soldadura sin plomo/soldadura plomada |
| Horno del flujo de las zonas de SMT 8 | Método del control de la temperatura | PID+SSR |
| Horno del flujo de las zonas de SMT 8 | fuente de alimentación | 380V, 50HZ, de cinco cables trifásico |
| Horno del flujo de las zonas de SMT 8 | Comenzar poder | 48KW |
| Horno del flujo de las zonas de SMT 8 | Poder de funcionamiento | 10-15KW |
| Horno del flujo de las zonas de SMT 8 | Velocidad de funcionamiento | Approx.20min |
| Horno del flujo de las zonas de SMT 8 | Dimensiones | 4800*1100*1350M M |
| Horno del flujo de las zonas de SMT 8 | peso | 1500kg |
| Horno del flujo de las zonas de SMT 8 | PLC | GUXIN |
| Horno del flujo de las zonas de SMT 8 | De estado sólido | Yangming (40A) |
| Horno del flujo de las zonas de SMT 8 | Motor del aire caliente | Mitsukoshi Taiwán |
| Horno del flujo de las zonas de SMT 8 | ventilador | Mitsukoshi Taiwán |
| Horno del flujo de las zonas de SMT 8 | Gobernador | Taiwán Jinyou |
| Horno del flujo de las zonas de SMT 8 | Motor del transporte | Taiwán Jinyou |
| Horno del flujo de las zonas de SMT 8 | Contactor | Normalidad |
| Horno del flujo de las zonas de SMT 8 | Delayer | RKC |
| Horno del flujo de las zonas de SMT 8 | interruptor | Schneider |
| Horno del flujo de las zonas de SMT 8 | Alambre de calefacción | Exposición de Taiwán Taiwán |
condiciones de la instalación y del uso del horno del flujo del smt 8zone
<1>Voltaje de funcionamiento: Sistema de cinco cables trifásico de AC380V 50HZ.
<2> Temperatura ambiente: 5~40℃;
<3>Humedad relativa: no más que 85%RH;
<4>Interruptor: interruptor del aire
<5> Poder instalado: 48KW
<6>La tierra es plana, y no debe haber vibración fuerte y gas corrosivo en el ambiente circundante.
Cómo comprobar la curva del horno del flujo de 8 zonas
Temperatura y tiempo de ocho zonas de temperatura:
Zona de temperatura 1: 148 grados;
Zona de temperatura 2: 180 grados;
Zona de temperatura 3: 183 grados;
Zona de temperatura 4: 168 grados;
Zona de temperatura 5: 174 grados;
Zona de temperatura 6: 198 grados;
Zona de temperatura siete: 240 grados;
zona de temperatura ocho: 252 grados;
velocidad del transporte: 0.6m/min; la alarma de sobrecalentamiento se fija en 10 grados.
Hablando en términos generales, el soldar de flujo tiene solamente cuatro zonas de temperatura: zona de precalientamiento, zona de temperatura constante, zona el soldar de flujo, y zona de enfriamiento.
Sin importar cuántas zonas de temperatura se utilizan para soldar de flujo, sus ajustes de temperatura se fijan según el principio de acción de estas cuatro zonas de temperatura. Generalmente, hay el más soldar de flujo de la zona de la ocho-temperatura en el mercado.
Hay cierta diferencia de la temperatura entre la temperatura real de la medida de soldar de flujo y la temperatura determinada de soldar de flujo.
De hecho, la alta temperatura que suelda de soldar de flujo sin plomo es 245 grados. La temperatura de soldar de flujo se fija según la curva de la temperatura proporcionada por la fábrica de la goma de la soldadura y el producto que suelda real
Proceso sin plomo: zona de precalientamiento: la velocidad de calentamiento es 1.0~3.0℃/sec; zona de la inmersión: la velocidad de calentamiento es menos que 2℃/sec, tiempo 70~130℃/sec, temperatura: 160~200℃; zona del flujo: el más alto la temperatura es 220~250℃, y el tiempo sobre 220℃ es 30~90 segundos; zona de enfriamiento: la tarifa de enfriamiento está menos que 4℃/s, la temperatura de enfriamiento de la terminación no es preferiblemente más alto que 75℃
![]()
La zona de temperatura el soldar de flujo de la zona de temperatura CNSMT8 se divide principalmente en cuatro zonas de temperatura: zona de precalientamiento, zona de temperatura constante, zona de soldadura, y zona de enfriamiento.
Zona de precalientamiento
El precalientamiento es la primera fase del proceso del flujo. Durante esta fase del flujo, calientan a la asamblea entera de la placa de circuito continuamente hacia la temperatura de la blanco.
El propósito principal precalentamiento es hacer que la asamblea entera de la placa de circuito con seguridad alcanza la temperatura del pre-flujo. El precalientamiento es también una oportunidad para desgasificar de solventes volátiles en la goma de la soldadura. Para que el solvente como una pasta que se descargarán correctamente y los componentes alcancen con seguridad la temperatura del pre-flujo, el PWB se debe calentar de una manera linear constante.
Un indicador importante de la primera fase del proceso del flujo es la cuesta de la temperatura o el tiempo de subida de la temperatura. Esto se mide generalmente los grados Celsius, C/s por segundo.
Muchas variables pueden afectar a estos datos, incluyendo: tiempo de procesamiento de la blanco, volatilidad de la goma de la soldadura, y consideraciones del componente. Es importante considerar todas estas variables de proceso, pero en la mayoría de los casos, la consideración de componentes sensibles es crucial. “Si los cambios de temperatura demasiado rápidamente, muchos componentes se rompen.
La tarifa termal máxima del cambio que el componente más sensible puede soportar se convierte en la cuesta máxima permitida.” Sin embargo, si los elementos termales no se utilizan y se maximiza la producción, la cuesta se puede ajustar para mejorar tiempo de procesamiento.
Por lo tanto, muchos fabricantes aumentan estas cuestas al índice permisible universal máximo de 3.0°C/sec. Por el contrario, si una goma de la soldadura que contiene un solvente particularmente fuerte se utiliza, la calefacción del componente demasiado rápido causará fácilmente fuera de proceso del control. Debido a la desgasificación de solventes volátiles, pueden derramar la soldadura de los cojines y de las placas de la soldadura.
Las bolas de la soldadura son el mayor problema de la desgasificación violenta durante la fase de precalentamiento. Una vez que la placa de circuito calienta hasta temperatura durante la fase de precalentamiento, debe incorporar la fase de la temperatura constante o la fase del pre-flujo.
Zona de temperatura constante
La zona de temperatura constante el soldar de flujo es generalmente 60 a 120 segundos de exposición, usados para quitar volátiles de la goma de la soldadura y la activación del flujo, donde el grupo del flujo comienza a oxidar y a reducir en las ventajas y los cojines componentes.
Las temperaturas excesivas pueden causar salpicar o Balling de la soldadura, así como la oxidación de cojines del accesorio de la goma de la soldadura y de terminales del componente. Semejantemente, si la temperatura es demasiado baja, el flujo no puede ser activado completamente.
Zona de soldadura
La temperatura máxima común es 20-40°C más alto que el liquidus. [1] el límite es determinado por el componente con la resistencia da alta temperatura más baja (el componente más susceptible al daño por calor) en la asamblea.
La pauta estándar es restar 5°C de la temperatura máxima que el componente más vulnerable puede soportar para alcanzar la temperatura de proceso máxima. Es importante supervisar la temperatura de proceso para evitar el exceder de este límite.
Además, temperaturas altas (más de 260°C) puede dañar los microprocesadores internos de los componentes de SMT y promover el crecimiento de compuestos intermetálicos. Inversamente, una temperatura que no es caliente bastantes puede evitar que la mezcla reflowing completamente.
Zona de enfriamiento
El área pasada es un área de enfriamiento, que se utiliza para refrescar gradualmente al tablero procesado y para solidificar las juntas de la soldadura. El enfriamiento apropiado puede inhibir la formación de exceso de compuestos intermetálicos o de choque termal a los componentes.
La gama de temperaturas típica de la zona de enfriamiento es 30-100°C. Se recomienda generalmente que la tarifa de enfriamiento sea 4°C/s. Éste es el parámetro que se considerará al analizar los resultados del proceso
![]()
¿Quién somos?
CNSMT es una fabricación principal de máquinas de SMT en China, nosotros hace que nuestra propia fábrica produzca la marca AOI de China, los transportadores de SPI, de SMT, el cargador y el descargador del PWB, las máquinas de dirección del PWB, las máquinas de la limpieza del PWB, máquina de limpieza de la plantilla, apilador del PWB/cargador y los descargadores, carretilla del almacenamiento del PWB, carretilla del alimentador de SMT, plantilla de la calibración del alimentador de SMT, herramientas del destacker del ESD…
Palabras claves: Horno del flujo de SMT, horno del flujo del nitrógeno, horno dual del flujo del carril, horno vertical del flujo, horno del flujo de SMT del vacío, horno sin plomo del flujo de SMT, flujo Oven Manufacturer, horno del flujo del LED, horno del flujo de China.
Y productos del bramido avaible:
| horno del flujo del smd |
| horno del flujo |
| flujo del smt |
| horno del smd |
| horno del smt |
| máquina del horno del flujo |
| horno que suelda del smd |
| flujo del smd |
| horno sin plomo del flujo |
| flujo del aire |
| horno del flujo que suelda |
| horno del flujo del heller |
| flujo del heller |
| horno del heller |
| heller 1809exl |
| heller 1809 |
| heller 1707 |
| heller 1936mk5 |
| el heller limpia el horno del flujo con la aspiradora |
| precio del horno del flujo del heller |
| heller 1707 |
| mkiii 1809 del heller |
| mkiii 1707 del heller |
| horno del flujo del soltec del vitronics |
| soltec xpm3 del vitronics |
| soltec xpm2 del vitronics |
![]()
¿Por qué elija CNSMT para sus necesidades de SMT?
Éstas son las razones por las que muchas confianzas CNSMT de las fábricas de SMT en todo el mundo. No estamos enseguida después de ventas; estamos después de una relación de negocio a largo plazo.
![]()
![]()
Información de compañía
CNSMT es el fabricante y el supplieir para las máquinas de SMT y la solución principales con la experiencia de más de 10 años en China. Y podemos también hacer OEM&ODM para los comerciantes de SMT, nosotros tenemos extenso de fuentes en el campo de SMT, incluso usted necesitamos utilizado o los nuevos equipos de SMT u otras piezas, podemos ayudarle a conseguir la mejor calidad y las máquinas costadas competitivas.
Qué podemos hacer para usted:
※ Hacemos que nuestra propia fábrica haga los equipos y los dispositivos de SMT
※ Tenemos un equipo profesional del ingeniero del technich para las máquinas de la producción
※ Podemos modificar la variedad para requisitos particulares de máquinas de SMT para usted que acuerda sus requisitos
※ Que compramos y vender los equipos usados y nuevos de SMT por todo el mundo
※ Le proporcionamos la línea completa máquinas y exportación de SMT a por todo el mundo
※ Que hace el socio chino más confiable para usted.
FAQ
Nuestro servicio
1, línea completa solución de SMT
2, fabricante de equipos periféricos de SMT
3, alimentador de SMT, smt equipan con inyector, calibración del alimentador del smt, carretilla del PWB, carretilla del alimentador, strorage del PWB, fabricante del enjugador de SMT
4, compran y venden YAMAHA usado y nuevo JUKI FUJI PANASONIC SAMSUNG e impresoras del horno del flujo
Nuestros productos se venden en todo el mundo, puede estar seguro de todo el proceso de nuestros productos.